Simplification des menus de configuration de la table et Zéro arc pour régler la vitesse des axes. La vitesse est directement modifiée via les flèches haut/bas avec un incrément correspondant à la valeur du timer.
Support de la version 4 du firmware de la GGC.
Sauvegarde des paramètres du menu gestion des matériaux entre deux appels.
Copie automatique du code d’identification pour la licence lors de l’appel du dialogue.
J’avais besoin de moderniser les outils qui me permettent de générer GMFC. Je suis donc passé à des outils récents de Microsoft, mais la conséquence est que dorénavant la version minimale de Windows requise pour tourner GMFC est Windows XP. Tout changement d’outils peut induire des incompatibilités. Pour cette raison, cette version est une version de test.
Il y a quelques nouveautés et corrections de bugs:
Si l’adaptateur USB est connecté lors du lancement de GMFC, GMFC propose de changer la configuration de la table en USB.
Le coté aile actif dans la vue aile est changé uniquement si on est en full view.
Durant plusieurs années, j’ai utilisé ma découpe CNC sans aucun problème. Cette configuration, basée sur une table de type Rustica équipée de moteurs pas à pas uni-polaires avec l’interface BB2001 et l’incontournable logiciel GMFC, a commencée à faire des siennes en se décalant de manière aléatoire sur les axes verticaux Y.
Après en avoir discuté avec Gilles MULLER, il semblerait bien que l’interface BB2001 soit en cause… Je n’ai donc pas le choix, je doit changer d’interface, et opter également en même temps pour des moteurs plus récents, donc bi-polaires.
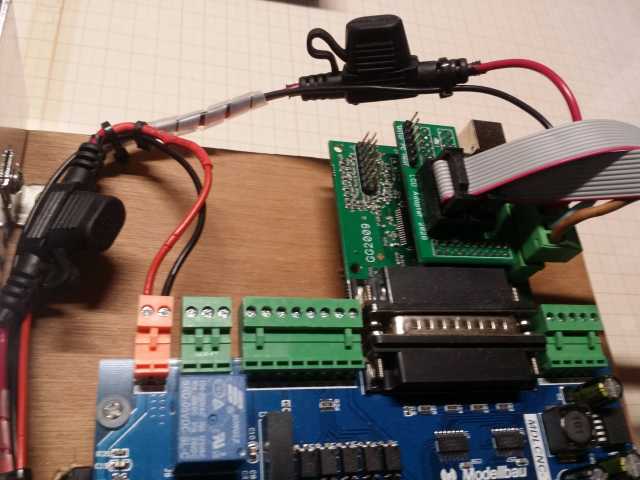
Souhaitant une solution simple mais fiable, et facilement réalisable, je décide donc de conserver ma table mais d’y installer des moteurs bi-polaires, de faire une interface »moderne », et conserver GMFC bien sûr. Voici donc la liste des éléments pour réaliser cette nouvelle interface :
Lors du câblage, j’ai installé un fusible de 4 ampères sur l’alimentation générale, un de 5 ampères sur le circuit « Chauffe » et un de 5 ampères également sur le circuit « Moteurs ». Il ne me reste plus qu’à faire un beau boitier pour enfermer toute cette belle technologie et remercier bien sûr Gilles pour son aide précieuse !
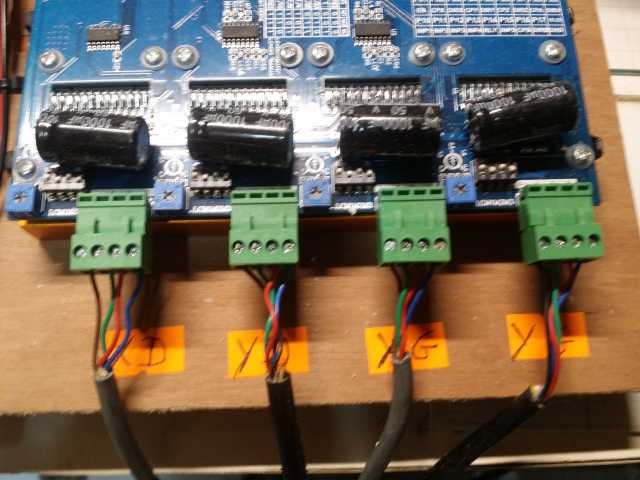
Les drivers moteurs à base de circuits TB6600 sont intéressants car ils peuvent monter jusqu’à 40V et 4A. De fait, il peuvent gérer un grand nombre de moteurs bipolaires. Le prix d’un driver est actuellement de moins de 10 euros sur ebay ou aliexpress.
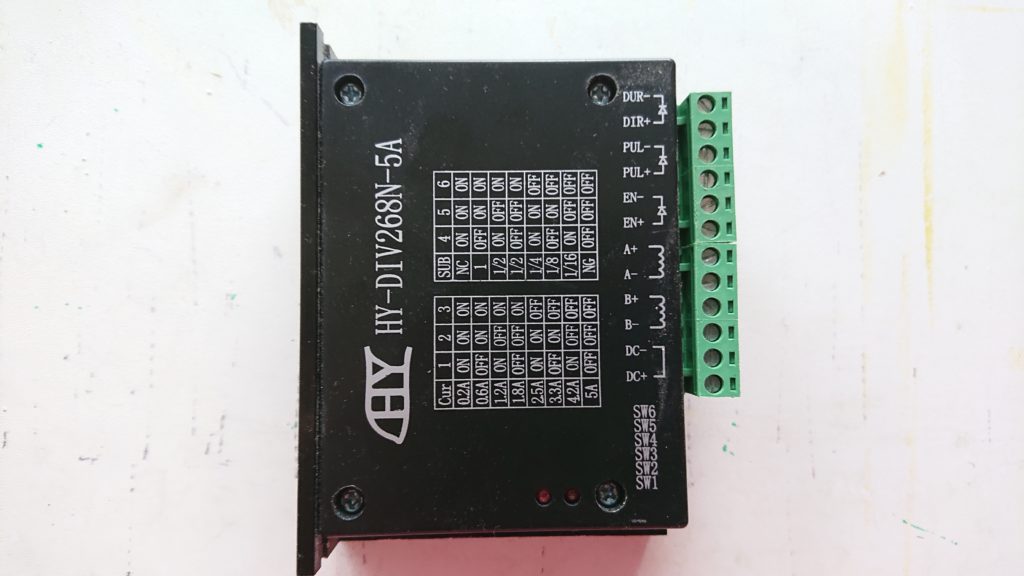
Les drivers TB6600 existent sous différents packaging suivant la puissance et la tension maximale qu’ils peuvent délivrer. Toutefois, les connections sont les mêmes.
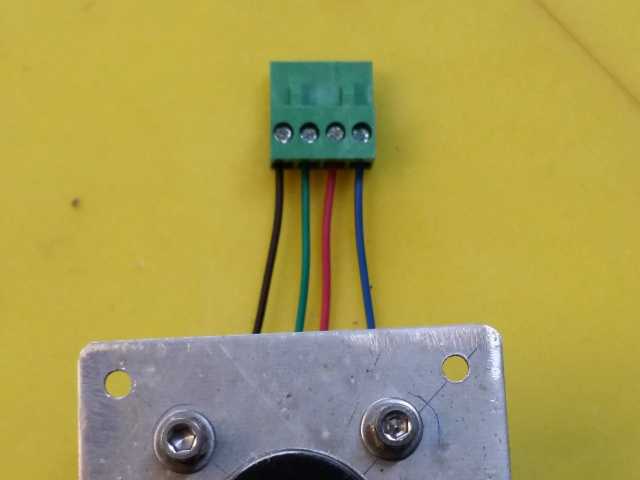
Du coté moteur, on a :
VCC (DC+), GND (DC-) qui sont à relier à l’alimentation des moteurs.
A+,A- et B+,B- les 4 signaux de commande du moteur.
Du coté commande par la GGC :
PUL+, PUL- qui sont la commande de pas.
DIR+, DIR- qui contrôlent la direction.
ENA+, ENA- qui contrôlent la mise sous tension du moteur. Cette commande est optionnelle, et permet d’éviter de faire chauffer le moteur lorsqu’il n’est pas utilisé.
Les signaux PUL+, DIR+ et ENA+ sont à relier au +5V sur la GGC. On peut utiliser la broche 20 sur le port J4.
ENA- doit être relié soit à la broche 1, soit à la broche 17 du port parallèle DB25. PUL- peut être relié à la broche 2, et DIR- à la broche 3. Les autres drivers sont connectés en séquence sur les broches 4 à 9. Ceci est juste un exemple, car la configuration des signaux DIR et STEP est complètement configurable avec l’utilitaire ggc_utility.
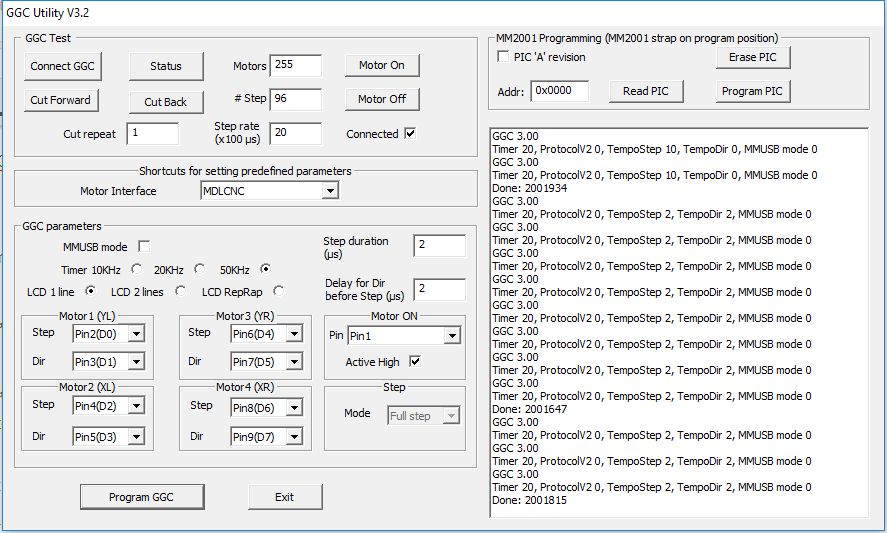
La configuration de l’adaptateur GGC via l’utilitaire ggc_utility est la suivante:
Le timer est à 50Khz, la durée du signal Step et positionnement de Dir à 2 us. Motor ON est sur la broche 1, et en mode active high.
Les sorties sur le port DB 25 sont aussi disponibles sur J4:
DB.17 (Motor Enable) -> J4.2
DB.2 (step Motor1) -> J4.13
DB.3 (data Motor1) -> J4.15
DB.4 (step Motor2) -> J4.9
DB.5 (data Motor2) -> J4.11
DB.6 (step Motor3) -> J4.5
DB.7 (data Motor3) -> J4.7
DB.8 (step Motor4) -> J4.1
DB.9 (data Motor4) -> J4.3
À noter, si vous voulez utiliser J4, vous devez choisir la sortie Pin17 (J4.2) pour le signal Motor ON, car DB.1 n’est pas disposible sur J4.
J’ai fait des tests de déplacement avec GMFC avec un moteur NEMA 23 de 200 pas par tour à vide. L’alimentation des moteurs est à 28V. Plus on monte en tension, plus on peut aller vite. Mais le moteur peut chauffer plus. J’ai obtenu les meilleures performances avec un réglage de l’intensité autour de 2A.
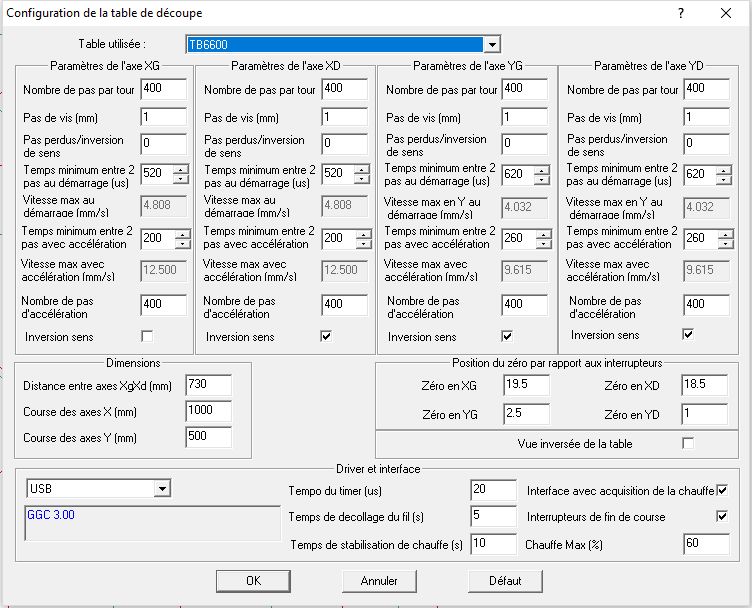
Voici la configuration de la table sous GMFC. Le moteur est connecté sur l’axe YG.
Le moteur est positionné en mode 1/2 pas dans le driver, soit 2×200 pas par tour. Pour valider la configuration en terme de vitesse, il faut faire des déplacement aller/retour avec le dialogue Zero arc. J’ai 400 pas d’accélération soit un tour. Le temps entre deux pas pour la vitesse au démarrage est de 620us. Avec accélération, je suis à 260us.
Ces chiffres sont plutôt bons. Avec ma carte Letmathe, je vais un peu plus vite sur ma table openbuild, mais l’alimentation est également plus élevée en tension.
La configuration des tables dans GMFC est mémorisée dans un ensemble de fichiers qui doivent être sauvegardés régulièrement pour prévenir les crashs de PC. Si vous voulez changer le PC de découpe, il faut également transférer ces fichiers vers la nouvelle machine.
Les paramètres d’une table tels que sa taille et la vitesse de déplacement sont mémorisés dans un fichier de nom name_table.bd, avec name le nom de la table. Les paramètre de découpe d’un type de polystyrène tels que le rayonnement et les vitesses de découpe sont mémorisés dans un fichier de nom name_foam.bd. Il y a également un fichier TableNames.bd qui liste l’ensemble des tables de découpe existantes. Tous ces fichiers reposent sur du texte et peuvent être visualisés ou édités avec l’application notebook.
Comment puis-je trouver ces fichiers?
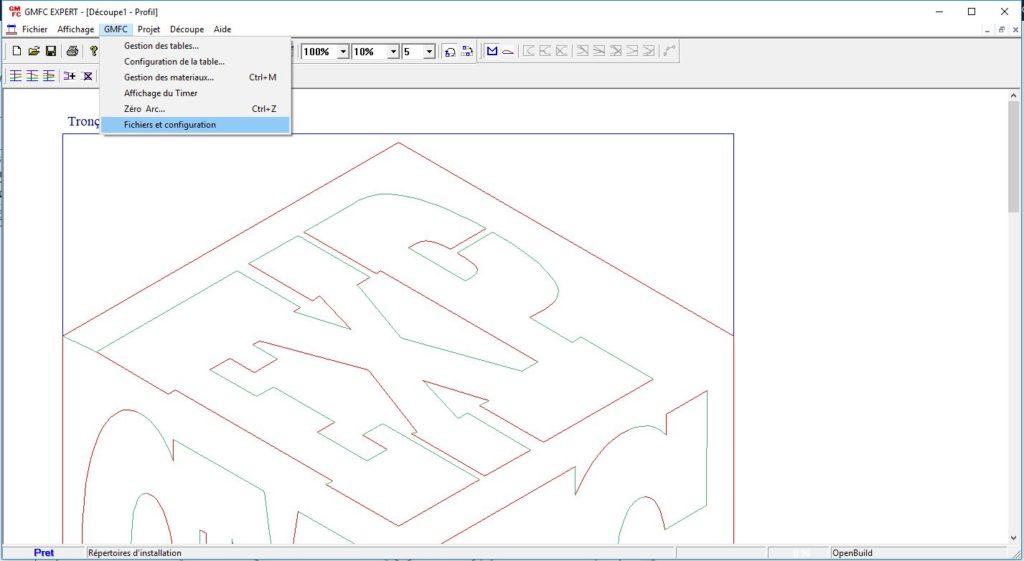
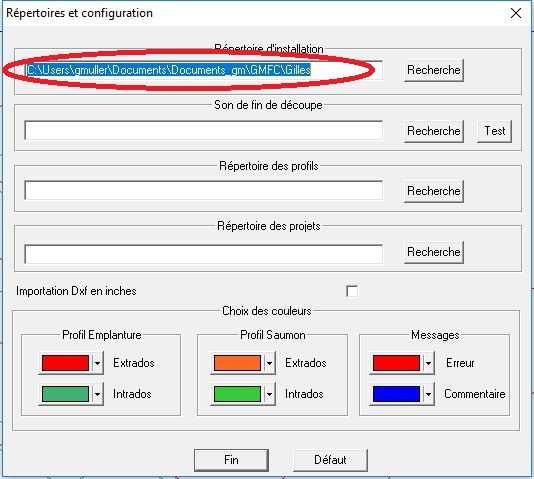
Il faut lancer GMFC, et ouvrir le dialogue “GMFC/Fichiers et configuration”
Le répertoire des fichiers de configuration est tout en haut du dialogue.
Vous pouvez ouvrir ce répertoire avec l’explorateur de fichiers. Après avoir quitté GMFC, vous pouvez créer une copie de sauvegarde de l’intégralité du répertoire, ou le transférer vers une autre machine.
Lors du transfert vers un nouveau PC, vous pouvez mettre les fichiers dans le répertoire de votre choix. Lancer GMFC, ouvrir le dialogue “GMFC/Fichiers et configuration”, et initialiser le champ repertoire d’installation avec le chemin du nouveau répertoire. Sortez du dialogue, vous devez voir vos tables via le dialogue « GMFC/Gestion des tables ».
Fusion 360 est un très bon outil de CAO, et il est assez simple à apprendre et à utiliser. Pour le moment, il est gratuit pour une utilisation personnelle. De fait, je l’ai utilisé pour concevoir plusieurs modèles.
Voici un tutoriel qui montre comment concevoir une forme « simple » avec Fusion, et l’exporter vers un projet GMFC EXPERT (et PRO).
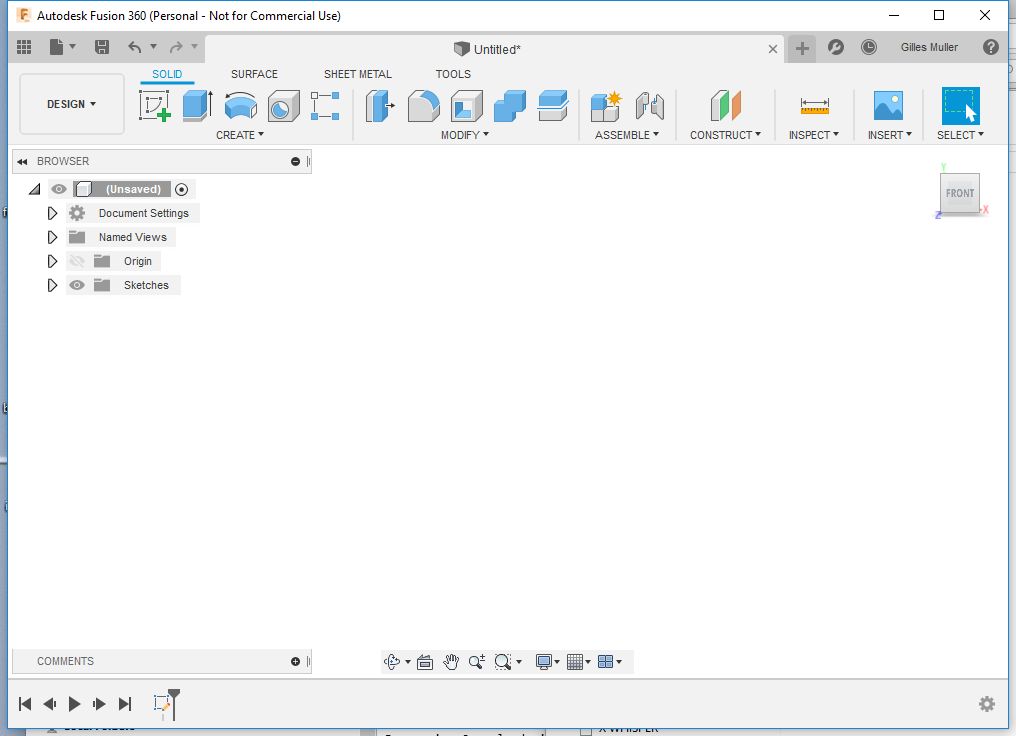
Pour commencer, lancer Fusion, puis créer un nouveau design (File/New Design).
En utilisant le cube à droite dans la fenêtre, sélectionner la vue de face (Front).
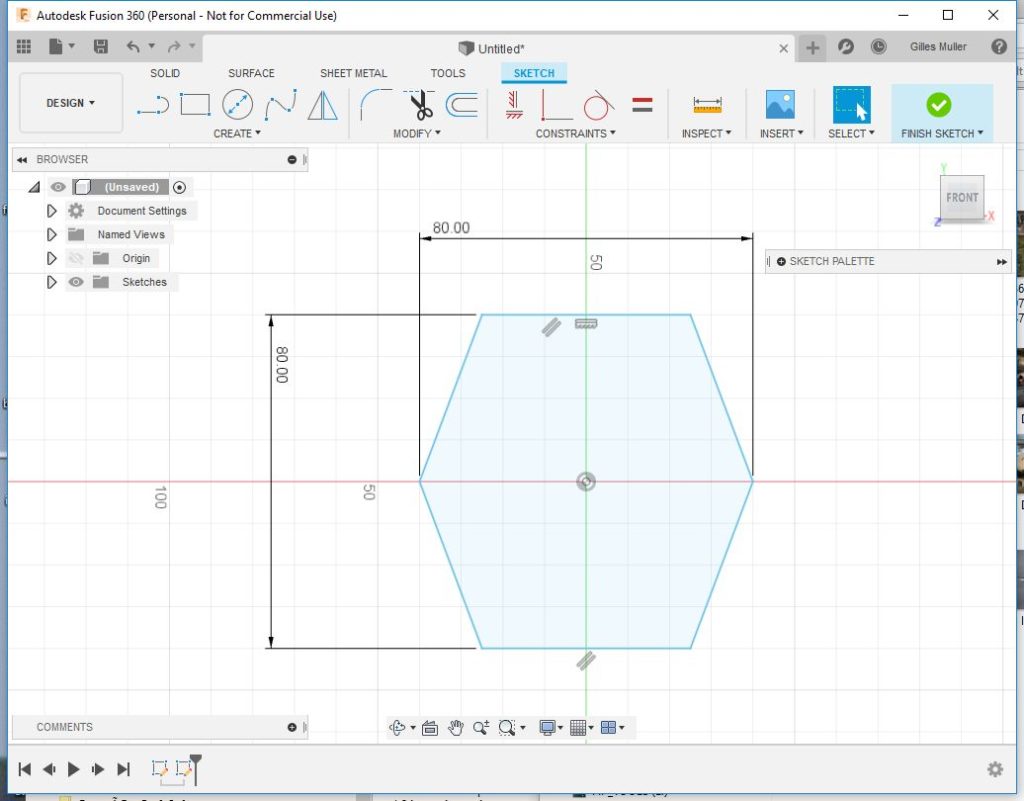
Ensuite, créer une esquisse (Sketch) par (Create/Create Sketch). Sélectionner le plan (Front) pour définir l’esquisse sur ce plan.
Maintenant dessiner un hexagone en utilisant des lignes. Ensuite, finir l’esquisse.
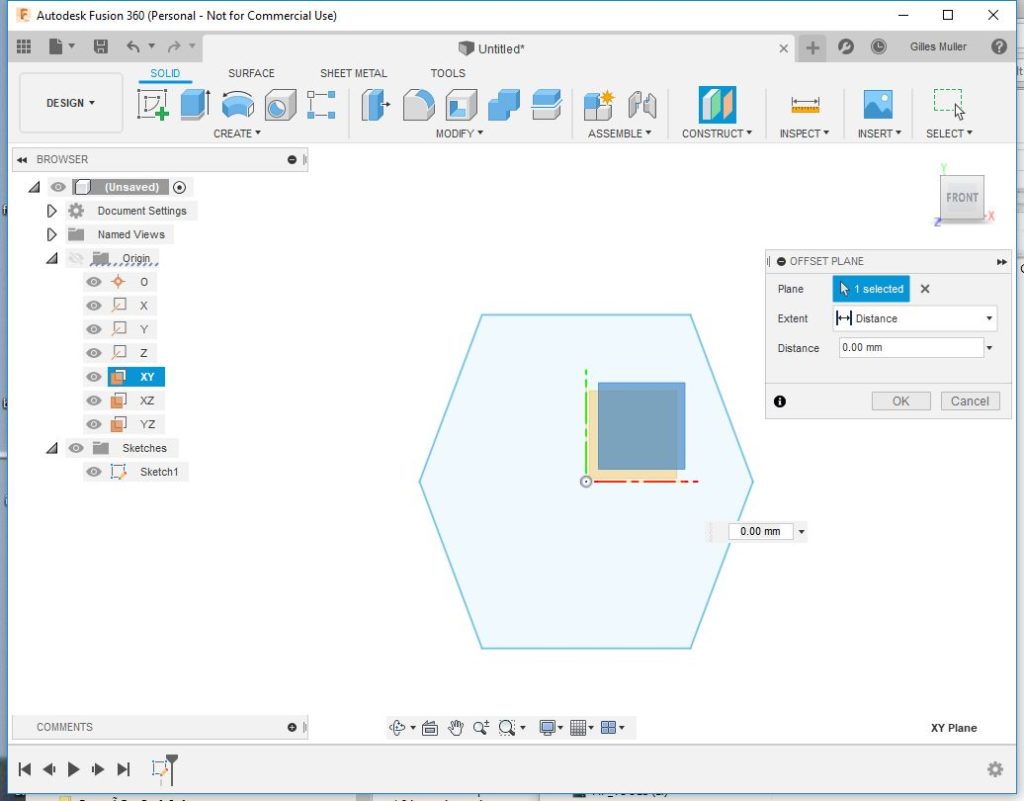
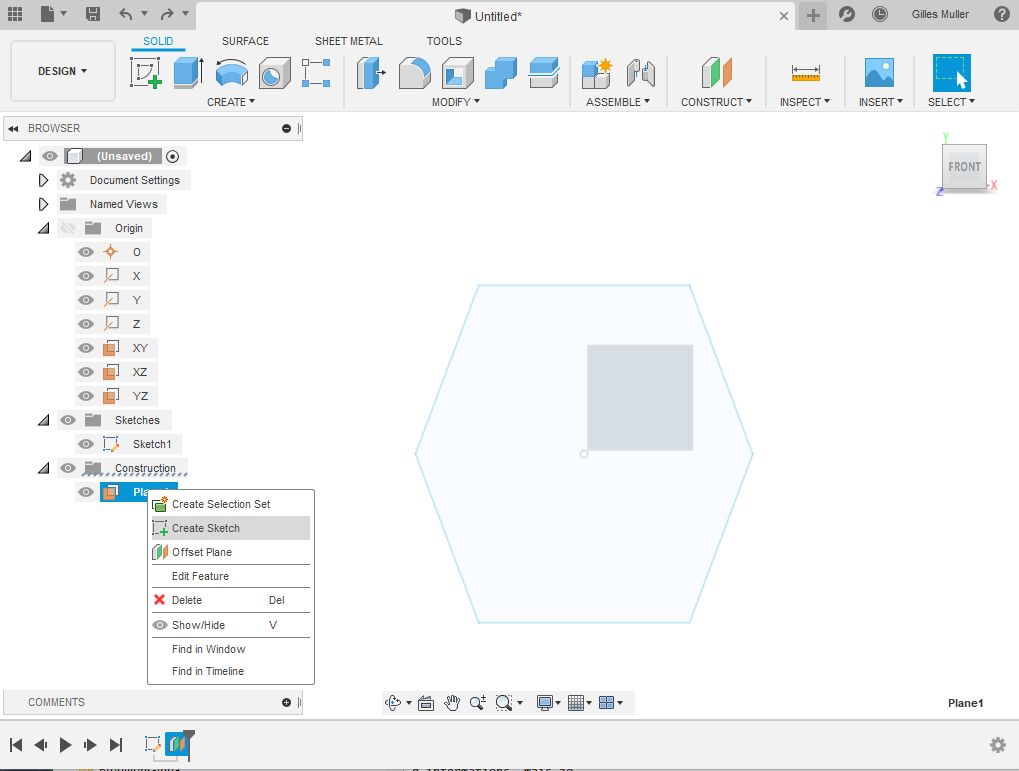
Maintenant, nous allons créer la seconde face de la forme. En premier, il faut créer un second plan parallèle au premier, via la commande (Construct/offset plane). Sélectionner le plan Front qui est le plan XY dans la section Origin dans le browser. Ensuite entrez la distance entre les deux plans (ici 60 mm).
Dans la section construction du browser, il y a maintenant un nouveau plan. Faire un click-droit sur le plan et selectionner « Create Sketch ».
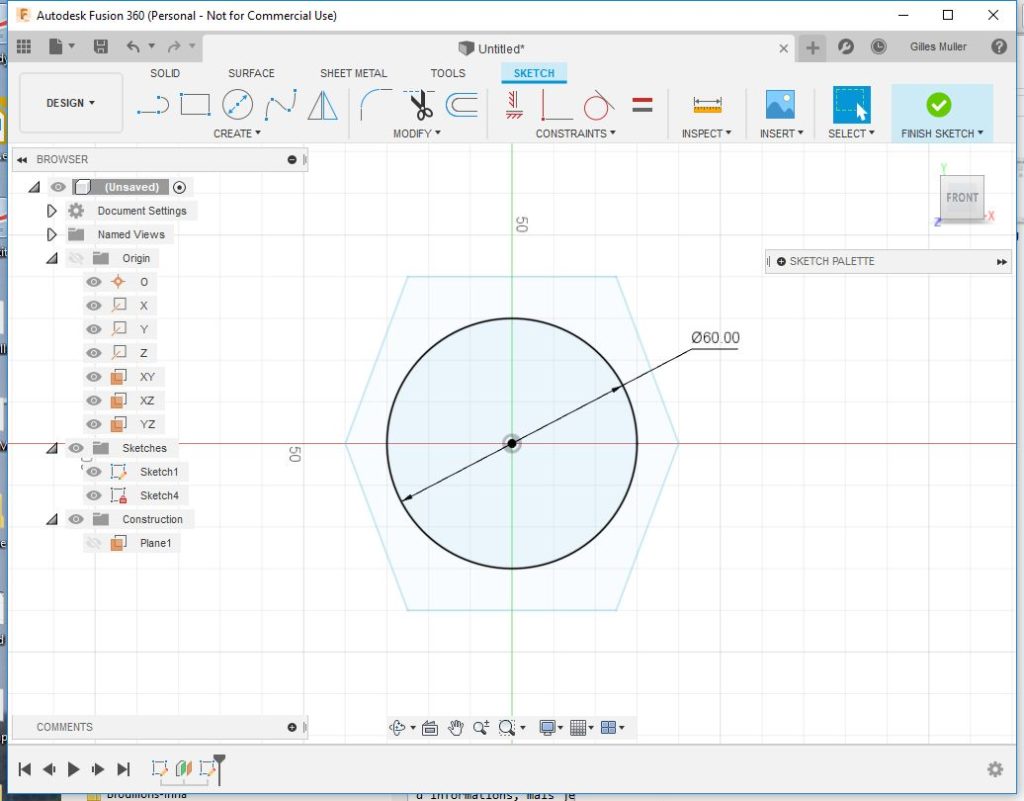
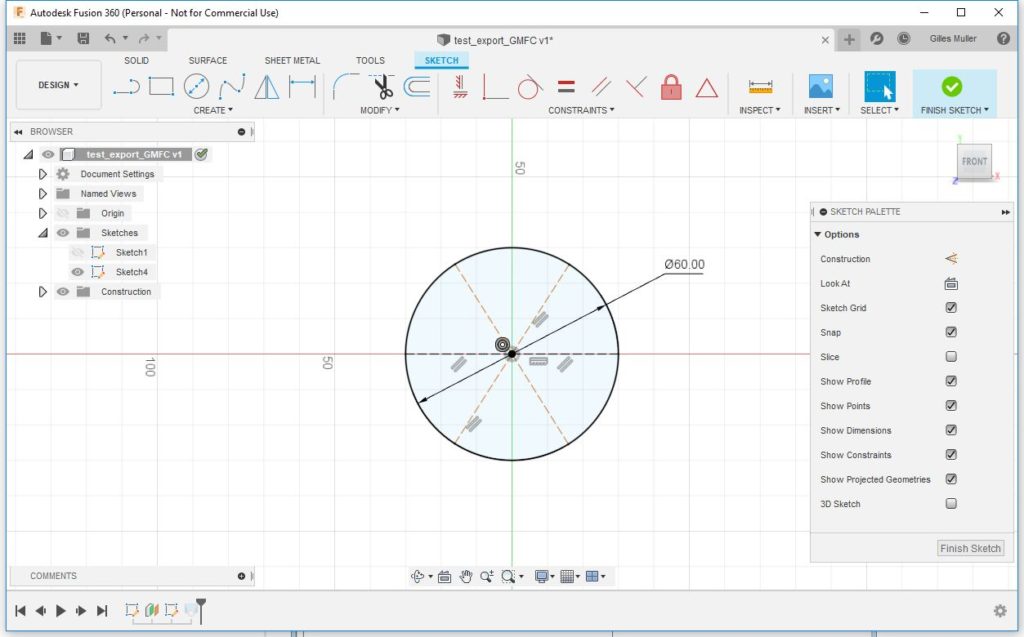
Dans cette nouvelle esquisse, dessiner un cercle en le centrant par rapport à l’hexagone qui apparait en transparence.
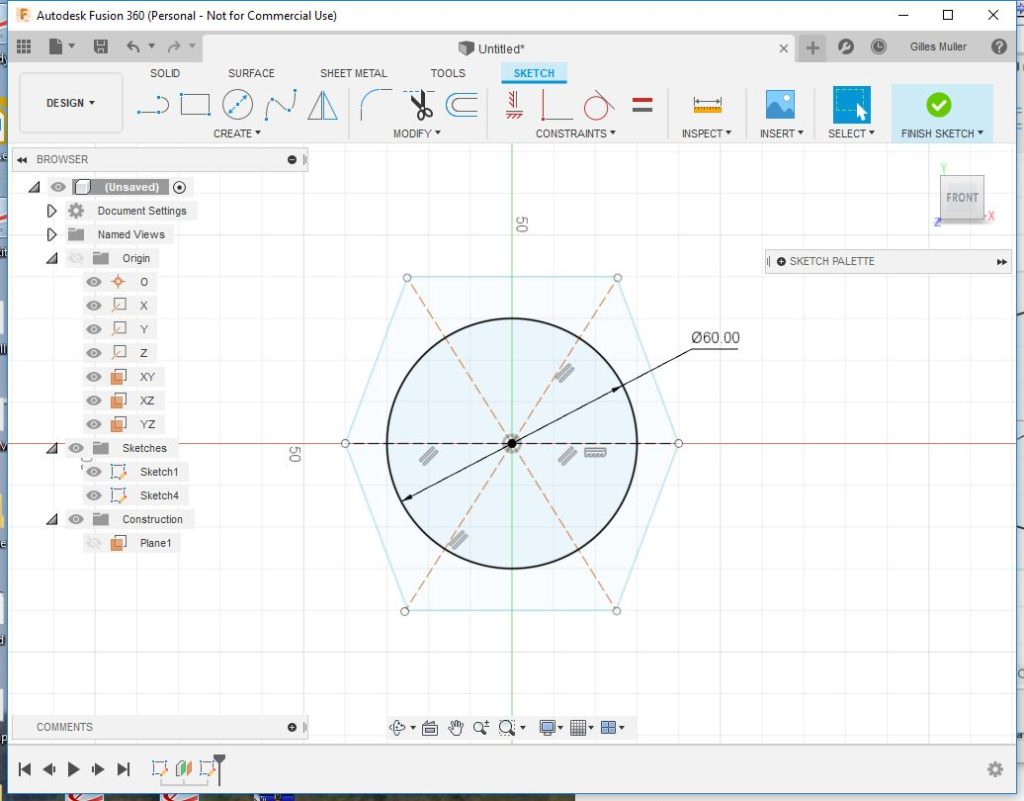
La prochaine étape consiste à fractionner le cercle en 6 segments correspondant chacun à un coté de l’hexagone. Cela permettra de réaliser la synchronization du fil lors de la découpe. Pour cet objet on veut une découpe symétrique. Le truc est de dessiner des lignes depuis les points opposés de l’hexagone. Il faut changer le type des lignes en « Construction Lines » avec la commande « x ».
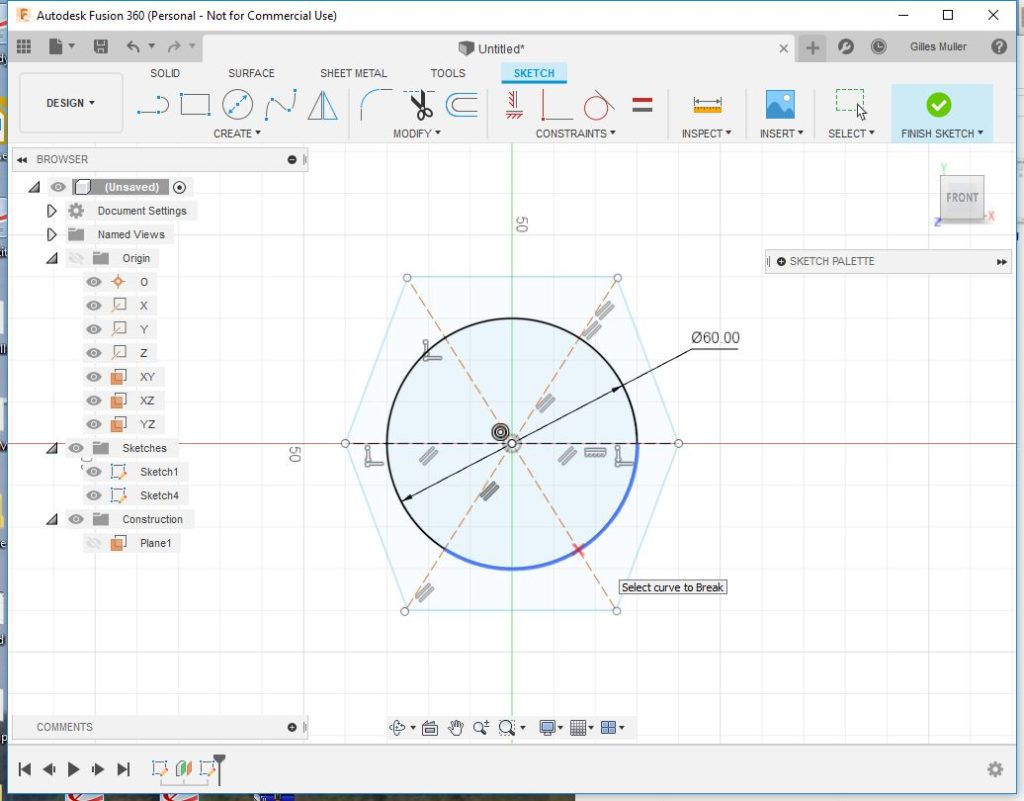
Ensuite, on va sectionner le cercle à l’intersection des lignes de construction. Il faut utiliser l’outil « Break » dans le menu « Modify ».
De la même manière, on va aussi couper les lignes de construction à l’extérieur du cercle, toujours avec l’outil « Break ». Sortir de l’esquisse en cliquant sur « Finish Sketch ».
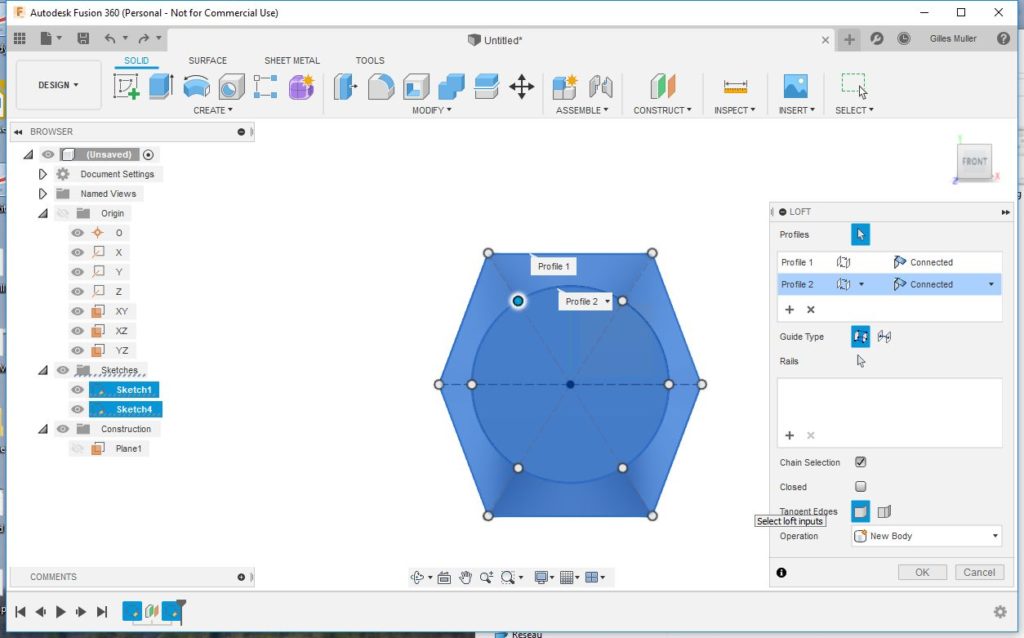
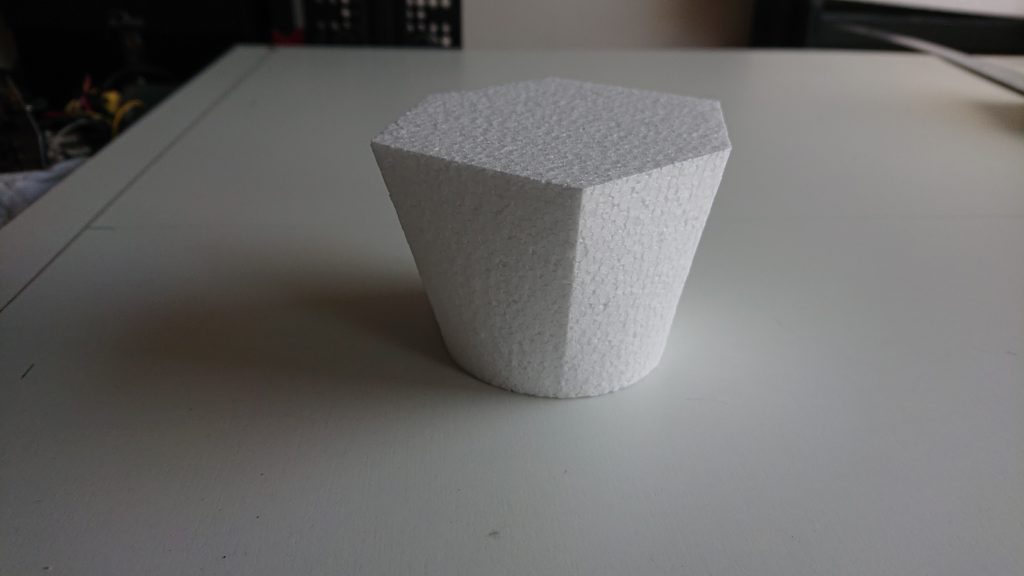
Maintenant, nous allons créer la vue 3D de l’objet afin de vérifier le rendu de la forme. On va utiliser l’outil « Loft »dans le menu « Create ». Cliquer ensuite sur les deux esquisses pour sélectionner les deux faces.
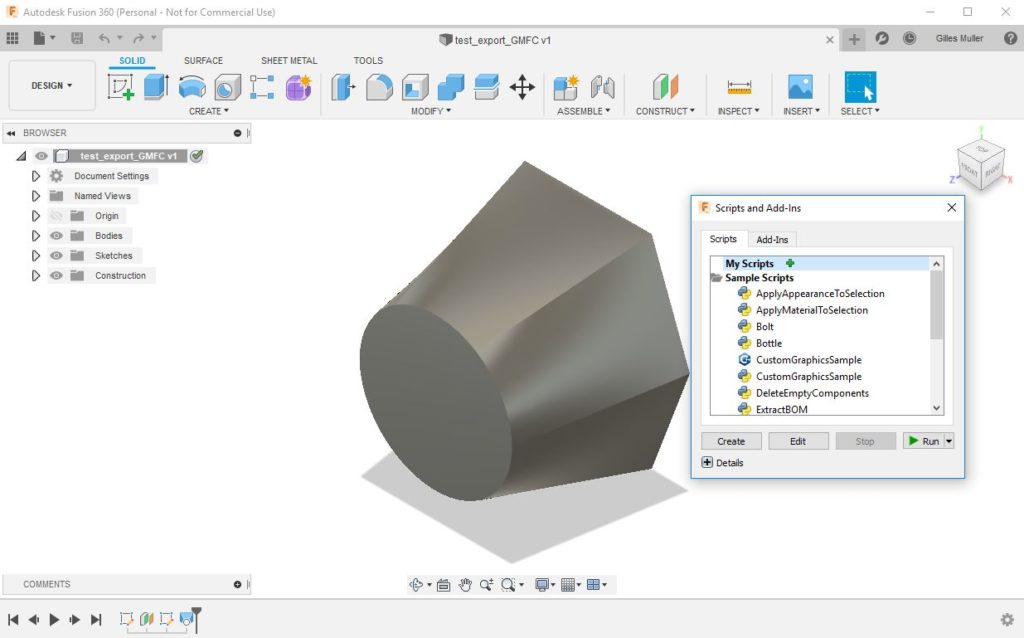
Voici le résultat.
À noter, il est possible de couper le cercle de d’autres façons (non symétriques). Ce qui importe ici est qu’il y ait le même nombre de segments sur chaque face.
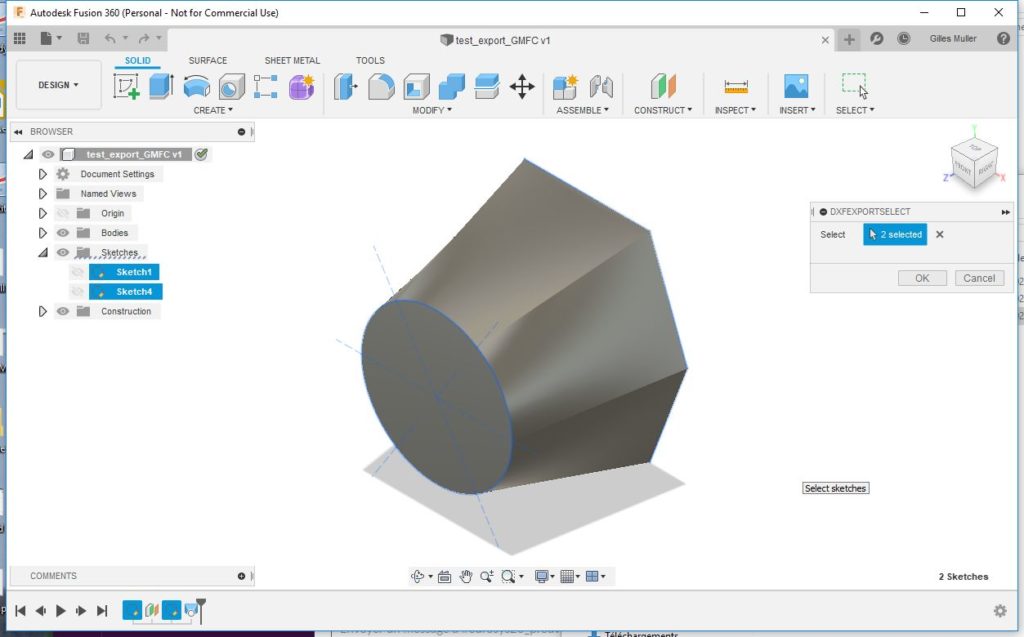
La dernière étape consiste à créer un projet GMFC à partir de cette forme. La solution consiste à exporter les deux esquisses vers des fichiers DXF, puis de les importer et synchroniser dans GMFC. Fusion permet l’exportation d’une esquisse vers un DXF, mais il exporte aussi les lignes de construction, ce qui oblige d’éditer le DXF avec un autre programme de CAO. Pour solutionner ce problème, j’ai créé un script pour Fusion qui réalise l’exportation en supprimant les lignes de construction.
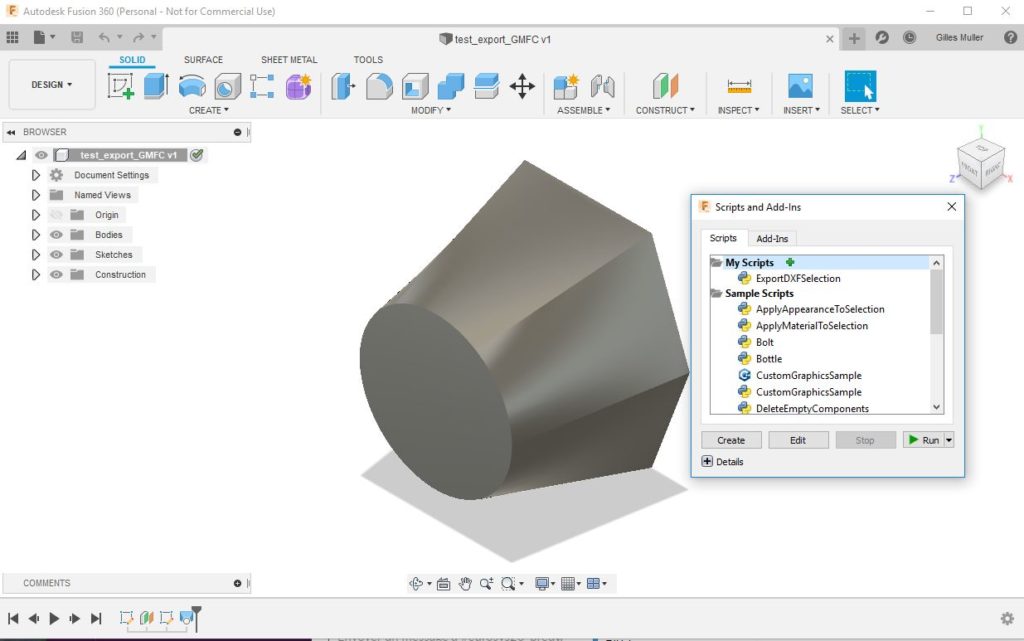
Décompresser le .zip dans un répertoire, puis installer le dans Fusion. Cela ne doit être fait qu’une seule fois. Appeler le menu « Script » avec la touche « s ». Cliquer sur la croix rouge et sélectionner le répertoire dans lequel vous avez décompressé le script. Si l’installation est correcte, vous devez voir « ExportDXFSelection » sous « My Scripts ».
Pour lancer le script, sélectionner « ExportDXFSelection », et cliquer sur « Run ». Une fenêtre s’affiche avec le nombre d’esquisses sélectionnées.
Sélectionner les esquisses que vous voulez exporter dans le browser, puis cliquer sur « OK ». Une fenêtre de dialogue va apparaitre pour spécifier ou les fichiers DXF seront sauvés. Il y a un fichier par esquisse. Le nom du fichier est construit par concaténation du nom de la pièce et du nom de l’esquisse.
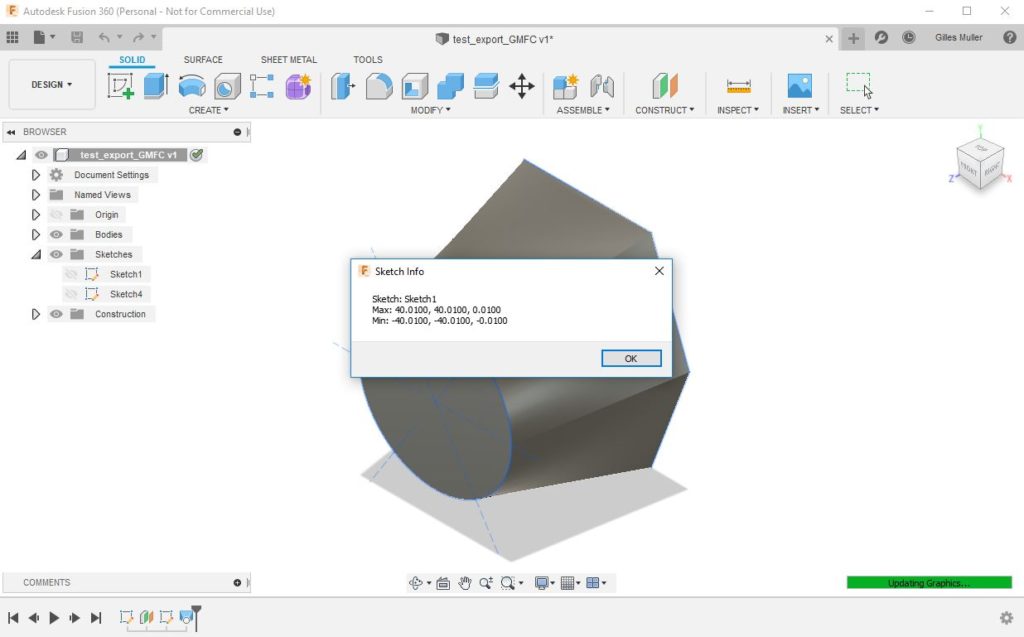
Ensuite pour chaque esquisse, le script affiche les coordonnées maximales de l’esquisse (i.e., Bounding Box).
Finalement, le script affiche le décalage en X et Y entre les deux faces. Cette information devra être reportée dans GMFC lors de la création du projet.
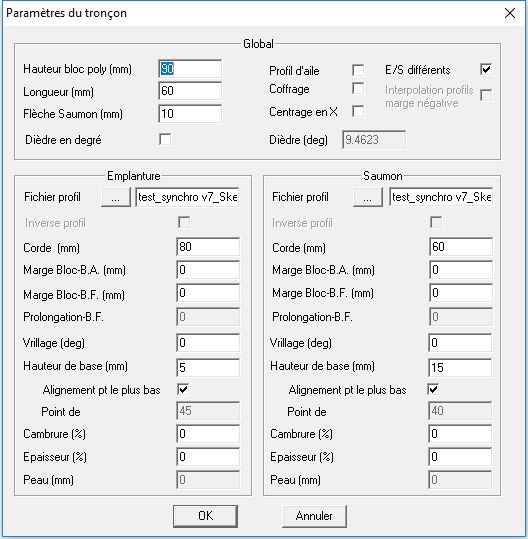
On peut passer à la création du projet GMFC. Lancer GMFC, ouvrir le dialogue des parametres du tronçon. Sélectionner « E/S différent ».
Entrez la valeur DeltaX dans le champ « Flèche Saumon ». Ajouter la valeur DeltaY à la hauteur de base à l’emplanture et entrez la dans la hauteur de base au saumon. Entrez la distance entre les deux plans dans le champ « Longeur ».
Importer chaque profil avec la commande « Fichier/import DXF ». Pour plus de détails regarder le tutoriel: https://gmfcsoft.fr/blog/?p=879.
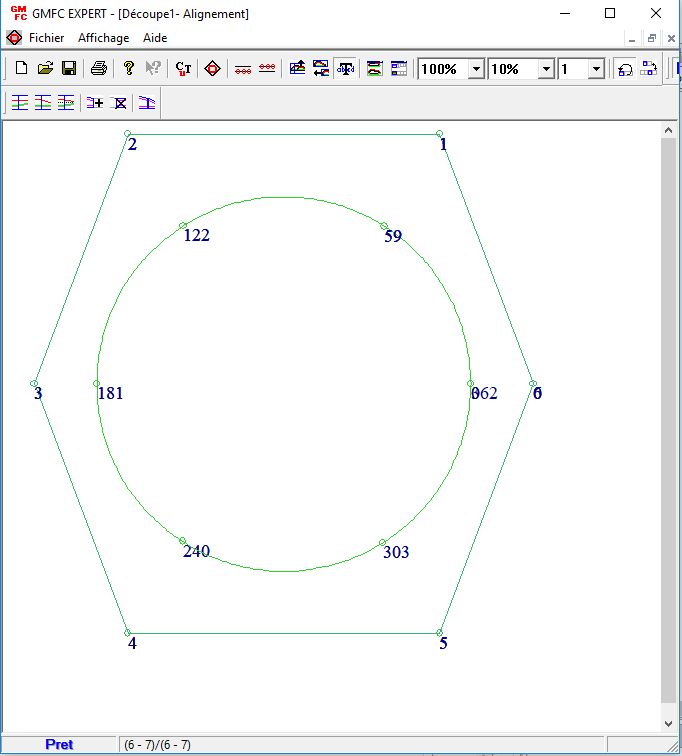
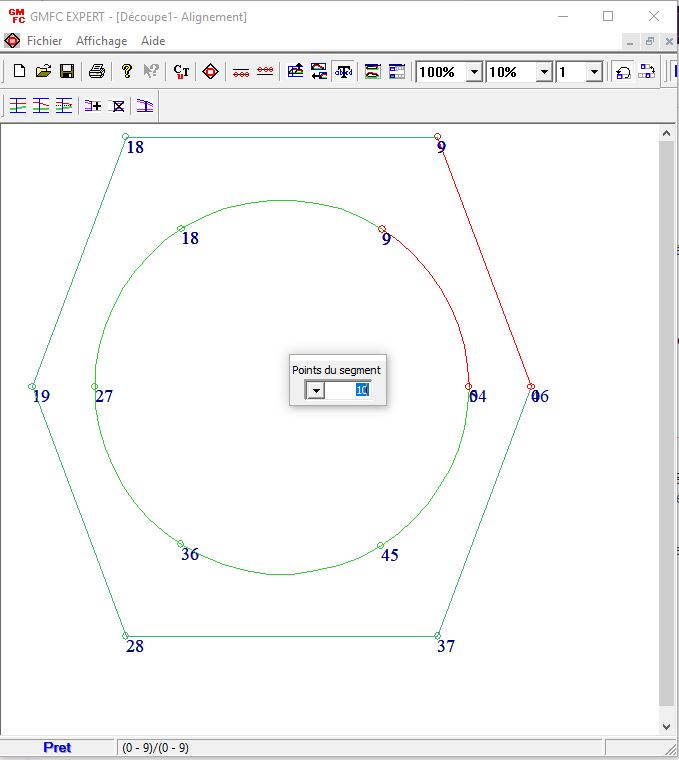
Passez dans le mode alignement. Il faut affecter le même nombre de points de découpe à chaque segment de chaque coté de la pièce.
Pour cela faire un click double sur le segment et entrer le nombre de points (ici 10).
Voila, la conception est faite, il reste à découper…
À noter, ce projet induit beaucoup de flèche en X et Y… J’ai mis une cale de 100mm pour arriver à réaliser la découpe. Heureusement que mes axes Y sont grands. Voici une vidéo de la découpe.
Ce tutoriel est pour GMFC EXPERT. Si vous utilisez GMFC PRO, il faudra transformer les fichiers DXF avec un programme de CAO et fractionner chaque segment avec le nombre voulu de points de découpe, puis finalement grouper les lignes dans une polyline.
Un an depuis la dernière version de GMFC, il est grand temps d’en sortir une nouvelle. Je considère que la version 4.0.3 est stable. Merci de mettre à jour vers cette version.
La plupart des changements sont des corrections de bug:
Amélioration dans la sélection des points dans l’importation de DXF
Bug dans la sortie du longeron en découpe séparée
Bug lecture intrados pour profils clos
Modification du dialog de gestion des matériaux, déplacement du champ C
bug position, BA horizontal découpe longeron et intrados
bug position table+5mm
bug préchauffage pour découpe longeron et intrados
Temps de préchauffage pour découpe test dans menu matériau
Si vous voulez obtenir des découpes très précises avec GMFC, il est nécessaire de régler de manière minutieuse les paramètres de vitesse de découpe et de chauffe. Ces paramètres sont spécifique à un type de matière donné. Ils sont aussi également spécifiques à la température et l’humidité de l’atelier. Dans mon expérience, ces paramètres sont valides pour une plage de 5 degrés autour de la température lors de la calibration.
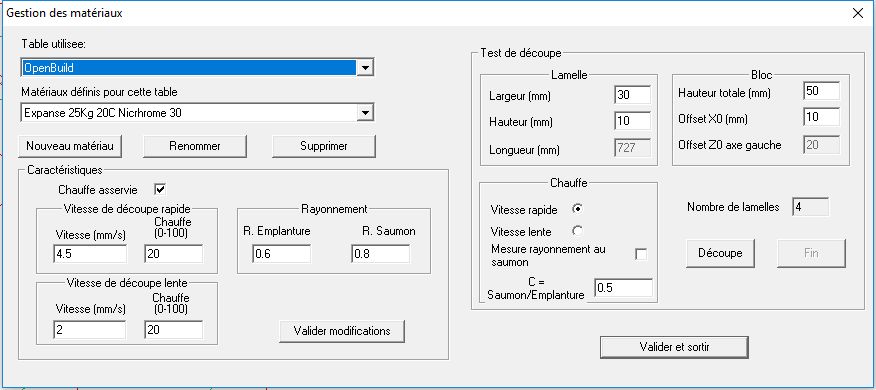
La calibration d’un matériau doit être faite via le dialogue (GMFC/Gestion des matériaux). Commencez par créer un nouveau matériau. Pour choisir le nom, je spécifie le type du matériau, la température de l’atelier, et le type de fil utilisé.
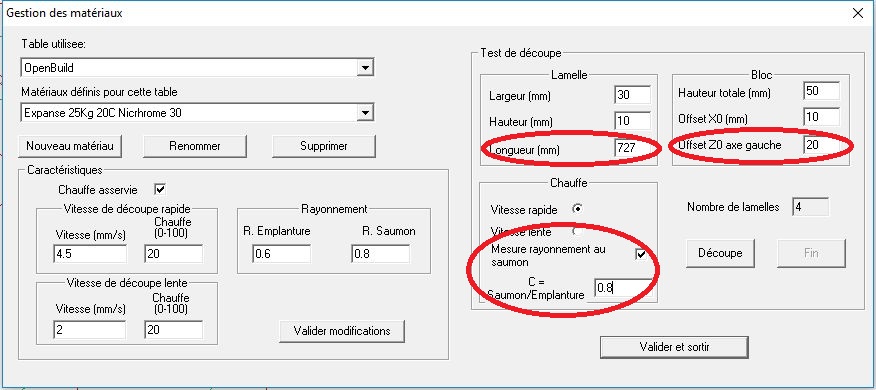
La calibration est réalisée par la découpe d’une tranche de mousse. La partie « Test de découpe » permet de découper successivement plusieurs tranche dans un même bloc. Vous devez donc entrer la hauteur du bloc et son placement en X0. Renseignez également la taille (largeur, hauteur) des tranches. Le dialogue affiche le nombre de tranches qui peuvent être découpées dans un block. Lancer la découpe par appui sur le bouton « Découpe ». Entre deux tranches, la découpe s’arrête, et il vous est possible de modifier les paramètres de vitesse et de chauffe.
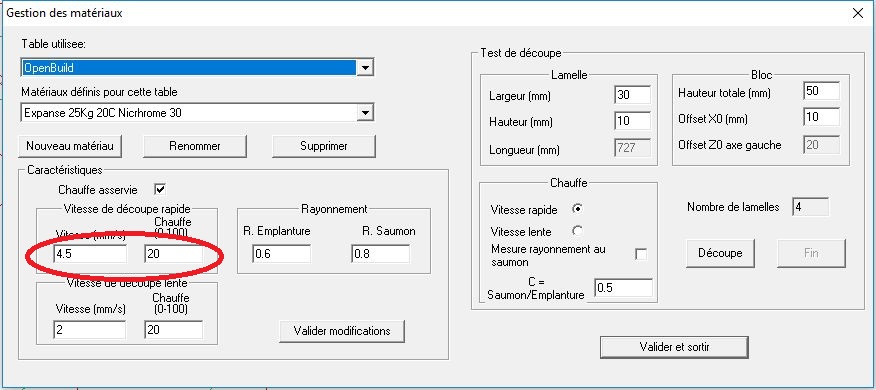
En premier, il faut déterminer la vitesse de découpe rapide et la chauffe associée. Le polystyrène expansé peut être découpé à des vitesses entre 3 et 5mm/s. Cela dépend bien sur de la vitesse de la machine, mais aussi de la chauffe (fil et tension d’alimentation). Il faut utiliser un petit bloc de mousse qui a été coupé au cutter. Ne pas utiliser la découpe au fil chaud, car la chauffe durcit la surface du polystyrène. Ne pas oublier que GMFC coupe par rayonnement. De ce fait le fil doit pénétrer le bloc sans le déplacer. Il faut spécifier la vitesse de découpe et ajuster la chauffe de telle manière que le bloc ne bouge pas lorsque la tranche est découpée. Par ailleurs, il faut également minimiser la chauffe car trop de chauffe augmente le rayonnement et induit des déformations.
Lorsque la vitesse et la chauffe sont corrects, vous pouvez évaluer le rayonnement. Pour cela, il faut mesurer l’épaisseur de la tranche au pied à coulisse. La valeur du rayonnement est égale à la différence entre la valeur mesurée et la valeur spécifiée. Entrez la valeur obtenue dans le champ « R. Emplanture« . À titre d’exemple, le rayonnement pour un fil de 0.3mm devrait être autour de 0.6-0.8mm ( en fonction de la vitesse et de la chauffe). À noter, il n’y a pas de compensation du rayonnement lors de la découpe de la tranche.
Ensuite, il faut évaluer le rayonnement pour une aile trapézoïdale, donc avec un saumon plus petit que l’emplanture. Nous avons déjà la valeur du rayonnement à l’emplanture, il faut évaluer le rayonnement au saumon. Pour cela, il faut spécifier un rapport C (corde du Saumon/ corde à l’emplanture) proche du type d’ailes que vous allez découper. C=0.8 est une bonne valeur pour les planeurs. C=0.5 est la limite pour des ailes à fort effilement comme celles des jets. Une valeur plus petite introduit trop de déformations.
Il faut couper une tranche trapézoïdale, sélectionnez « Mesure rayonnement au saumon« . Spécifiez la longueur du bloc (en Z) et sa position par rapport à l’axe gauche. Il est important d’être très précis, car le positionnement impacte les dimensions de la tranche. Coupez la tranche en lançant la découpe, puis mesurez l’épaisseur au saumon avec le pied à coulisse. Entrez le résultat dans le champ « R. saumon« . Il est à noter que le rayonnement à l’emplanture reste inchangé.
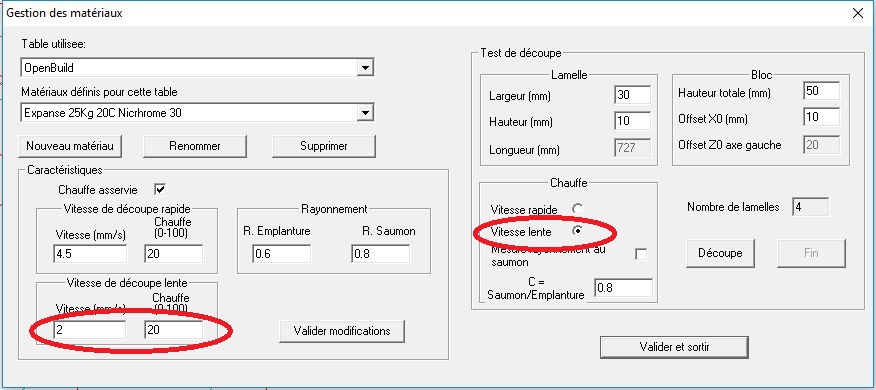
Pour finir, vous devez déterminer la chauffe associée pour la vitesse de découpe lente. À noter, cela n’affecte pas la valeur du rayonnement qui doit être la même quelque soit la vitesse de découpe. Choisissez une vitesse de découpe entre 1 et 2mm/s. GMFC réduit la vitesse de découpe lorsque l’aile (ou la forme) à découper induit un grand effilement. Cela augmente la distance à parcourir (et la vitesse) au niveau des axes.
Et voila, c’est fini. Appuyez sur le bouton « Valider et sortir« …
Une nouveauté importante qui vise à améliorer la chauffe du fil. Lorsque le fil est collé à la table, il est refroidi par celle-ci. La température est donc plus froide au début que pendant la suite de la découpe. Avec cette nouvelle version, lors du lancement d’une découpe le fil monte à 5mm au dessus de la table et attends pendant une temporisation avant de poursuivre la découpe. Dans le dialogue de configuration de la table, il y a maintenant deux temporisations: le temps d’attente pour décollage du fil et le temps de stabilisation de la chauffe.
Les paramètres du menu de nettoyage du fil sont sauvegardés.
Un bug de non-détection de la GGC a été corrigé pour Windows10. Enfin, il y a quelques corrections de bugs mineurs introduits dans la version 4.0.1.