If you want to get the best out of GMFC, you need to precisely calibrate the cutting speed and the kerf. Foam settings are fully specific to a given foam material. Foam settings are also specific to temperature and humidity. In my experience, foam settings are valid for a range of 5 degrees (centigrade) around the temperature in the workshop during calibration.
Calibration is done using the foam management dialog (GMFC/Foam management). Start by creating a new material. For choosing the name, I specify the type of the foam, the temperature and the type of the wire.
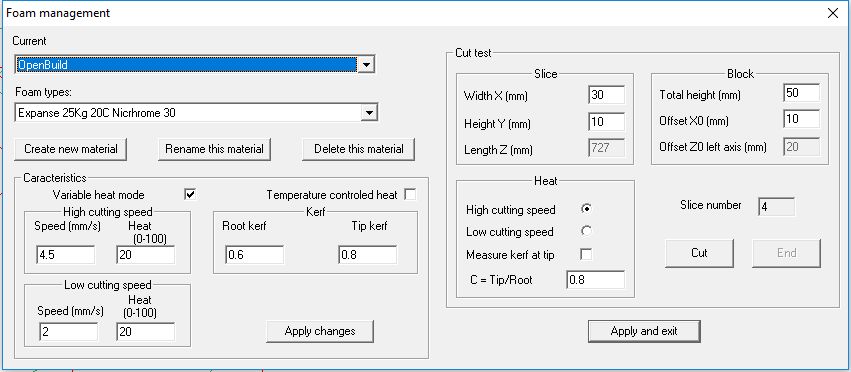
Calibration is achieved by cutting a slice of foam. The dialog allows to cut a stack of slices in a single block. Therefore, you need to enter the block height and the block placement in X0. Enter also the size (width, height) of each slice. The dialog shows how many slices can be cut in the block. Start cutting a slice by clicking on the “Cut” button. Between each slice, cutting stops so that you can adjust speed and heat parameters.
First, we calibrate the high cutting speed and heat. Expanded polystyrene can be cut up to 3-5 mm/s. This depends from the machine speed, and also from the heat (wire and voltage). You need a small piece of foam those edges were cut manually by a knife/cutter since after the foam is burnt, the surface becomes harder to cut in. Remember that GMFC cuts by radiance. So the wire must penetrate the block without dragging it. Specify the high cutting speed and adjust the heat so that the block does not move while cutting the slice. Also be careful to minimize the heat since too much heat increases the kerf and alters the shape.
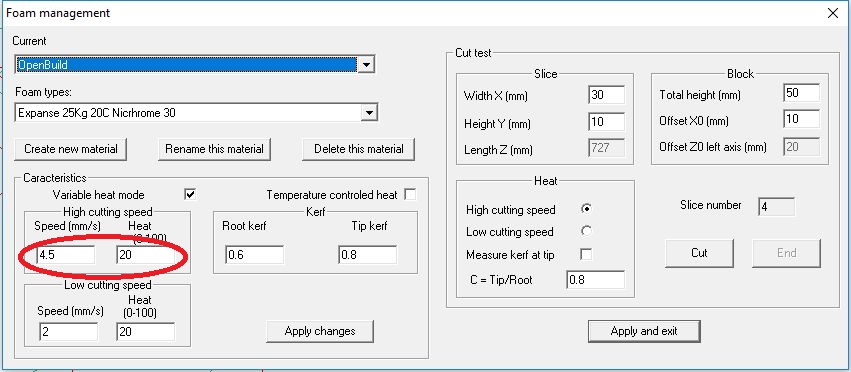
When speed and heat are fine, you can evaluate the kerf. Use a caliper to measure the slice height after cutting. The kerf is equal to the difference between the measured value and the specified one. Enter the result in the “Root kerf” field. With a 0.3mm Nichrome wire, the kerf should be around 0.6-0.8mm (depending on the speed and heat). Note that in this dialog there is no kerf compensation when cutting a slice.
We now need to evaluate the kerf for a tapered wing those tip is smaller than the root. We already have the kerf at Root, we need to estimate the kerf at Tip. Enter a C ratio (length of Tip/length of Root) that is close to the kind of wings you will cut. C=0.8 works for gliders. C=0.5 is the limit. A smaller ratio induces too much deformation.
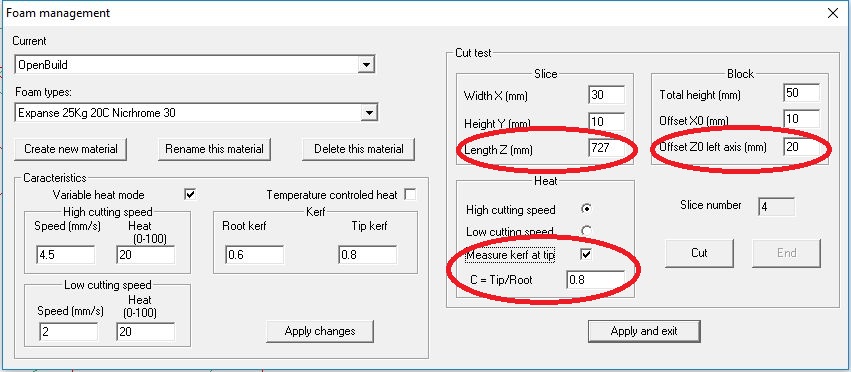
Let’s cut now a tapered slice. For this, check the box “Measure kerf at tip“. Enter also the length of the bock in Z and it’s position with respect to the left axis. Be precise since it directly impacts the slice dimensions. Cut the slice by pressing the “Cut” button. Measure the slice height at tip with the caliper and enter the result in the “Tip kerf” field. Note that the root kerf should still be the same.
Finally, we need to determine the low cutting speed and the associated heat value. Note that this does not impact kerf value which should be the same at this low speed. Choose a low speed between 1 and 2 mm/s. GMFC reduces the cutting speed when the wing/shape is high tapered which in turn induces a large displacement (and speed) at the axis level.
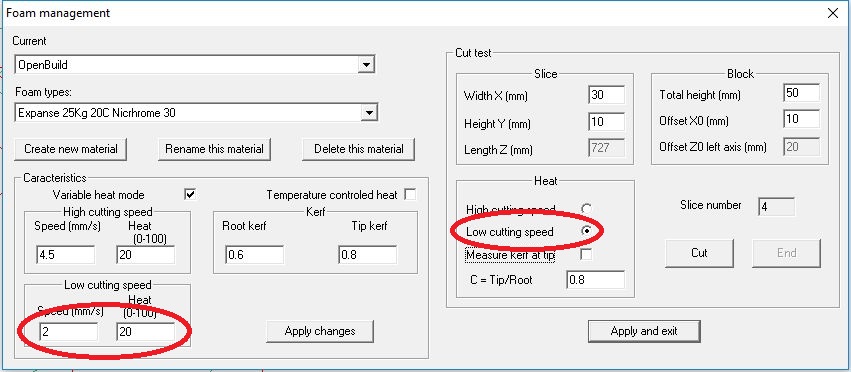
Et Voila, you are done. Click on “Apply and exit“…
Hi Giles
this is great … would it also be a possible to do a video of this as it will surely help a beginner to calibrate his machine properly.. i have been using gmfc for around a year now and dint new about this till i saw this tutorial…