Step 1. Load the project designed in the previous lesson
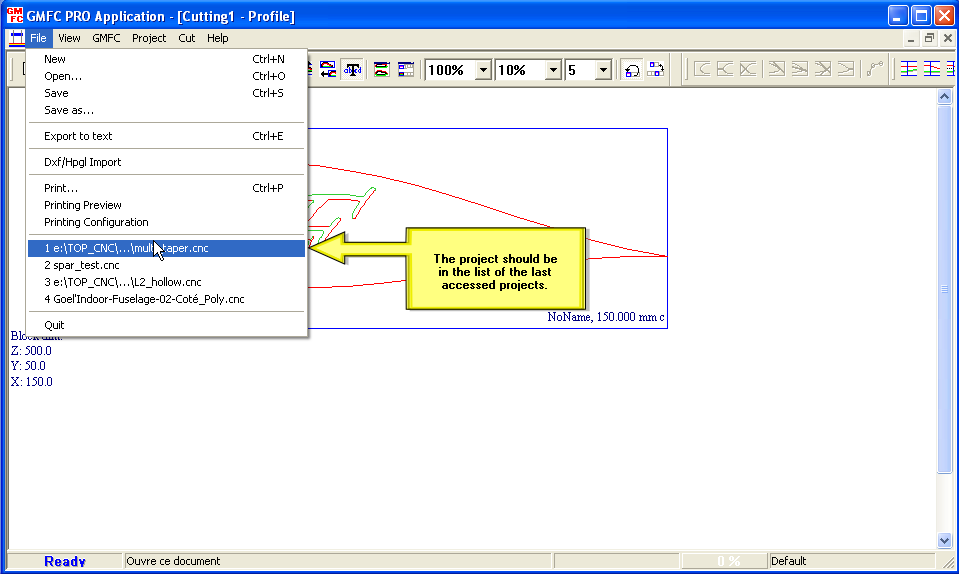
GMFC stores a reference to the four last projects used. You can open them using the file/(1..4) menu.
Let’s open the multi_taper.cnc project.
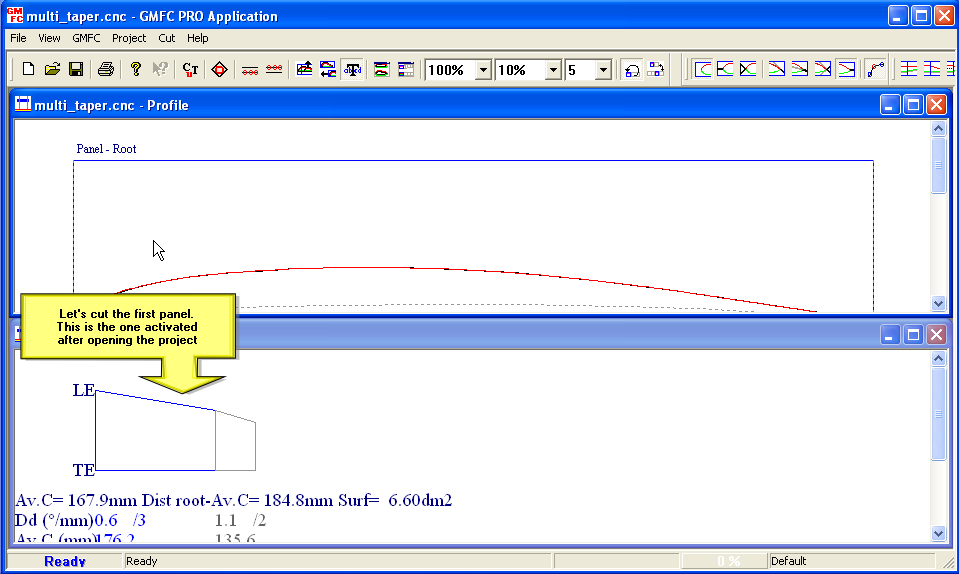
The first panel is activated when the project after the project is open.
Step 2. Place the block on the table
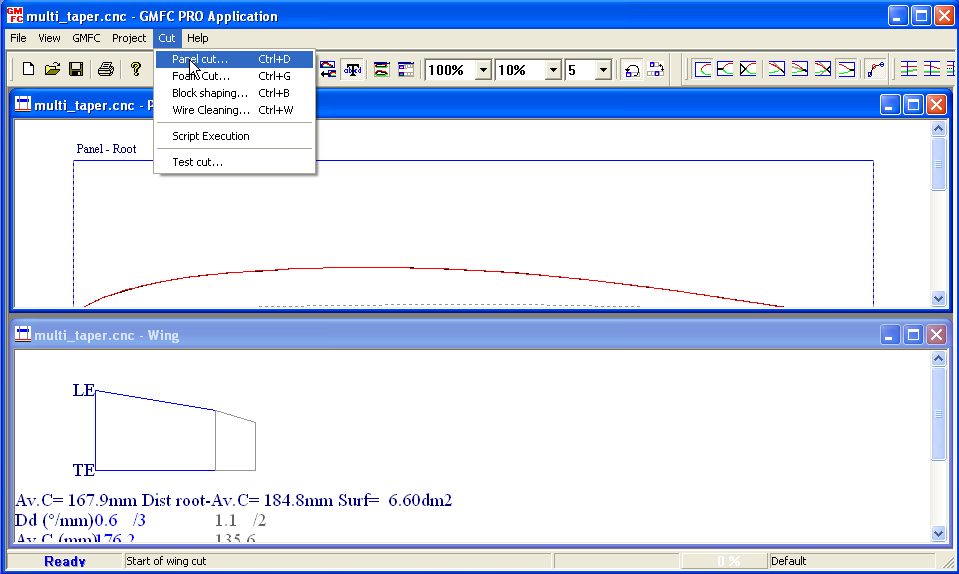
Open the Cut/Panel Cut dialog.
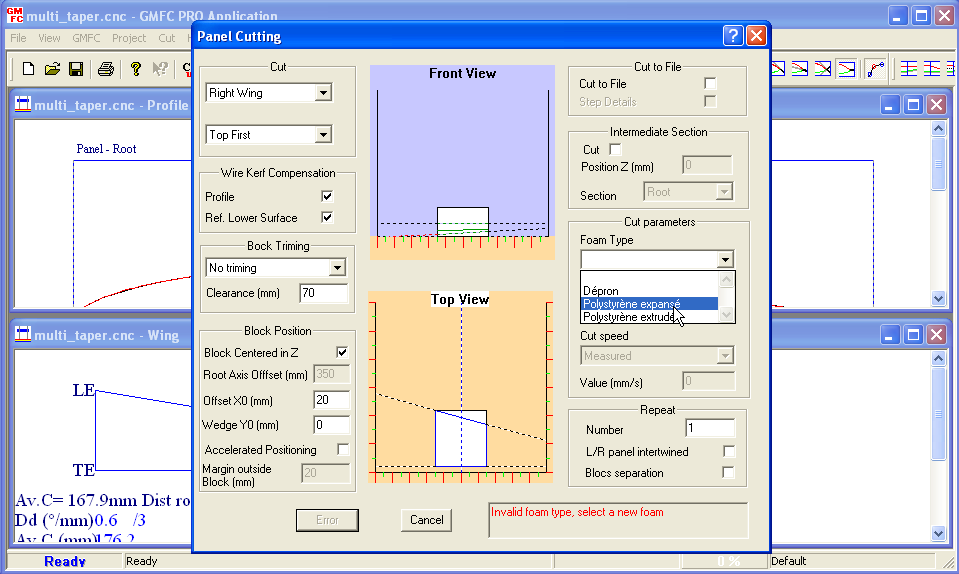
The first thing to do is to select the foam material that will be used for this project.
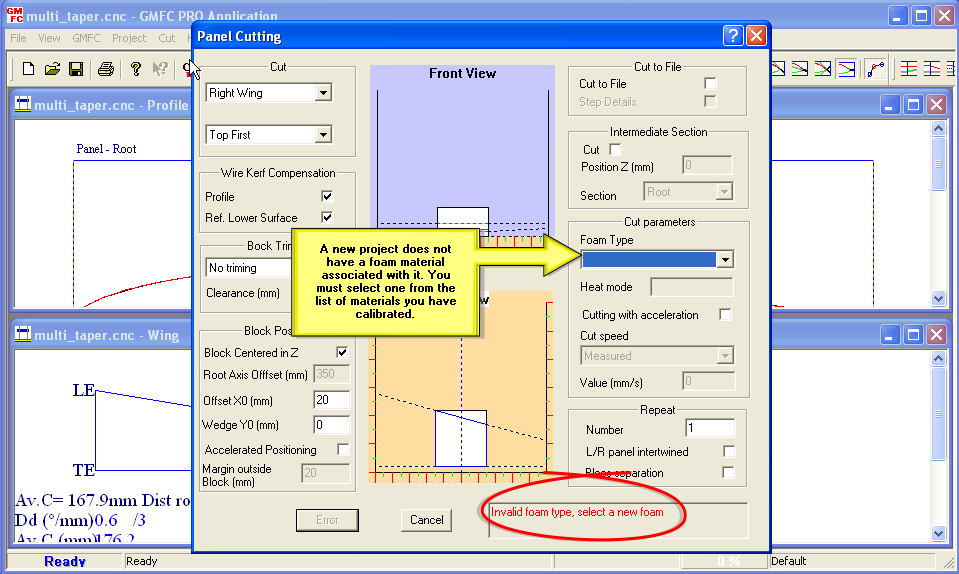
The foam material should have been calibrated before cutting the project. Please practice the foam calibration tutorial.
After selecting the material, GMFC displays in the information window if the cut can be done or not.
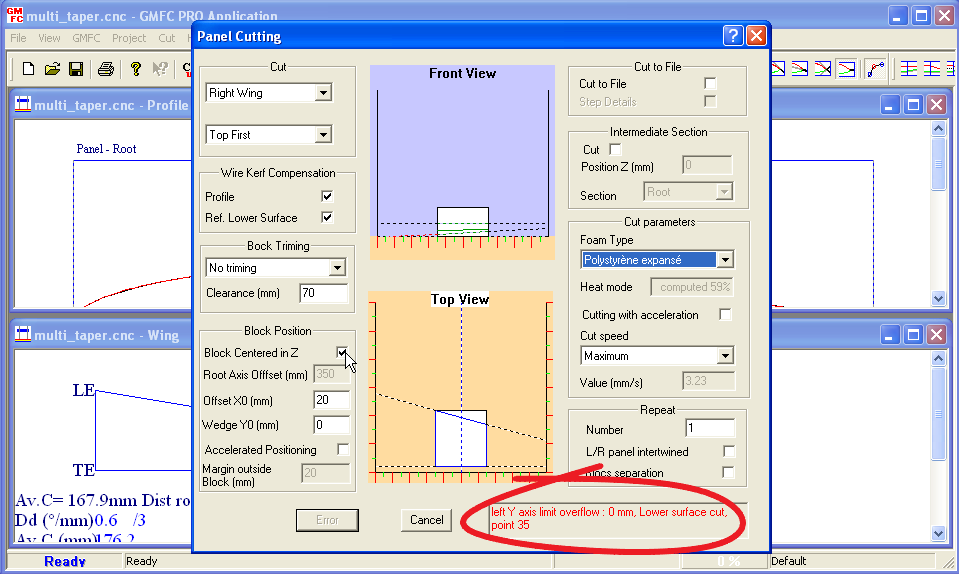
Here, GMFC tells that the block can’t be cut because the left Y axis would go below 0 at point 35 of the lower surface. The reason is due to taper. The tip is smaller than the root, so the wire is lower at root (and left) than at the tip (and right). The problem is amplified at the axis level, hence the limit overflow.
The block should be moved so that the overflow disappear. There are three ways to do that:
- Increase the basic height in the panel setting,
- Add a wedge in Y under the block using some foam,
- Move the block closer to the root (left) axis.
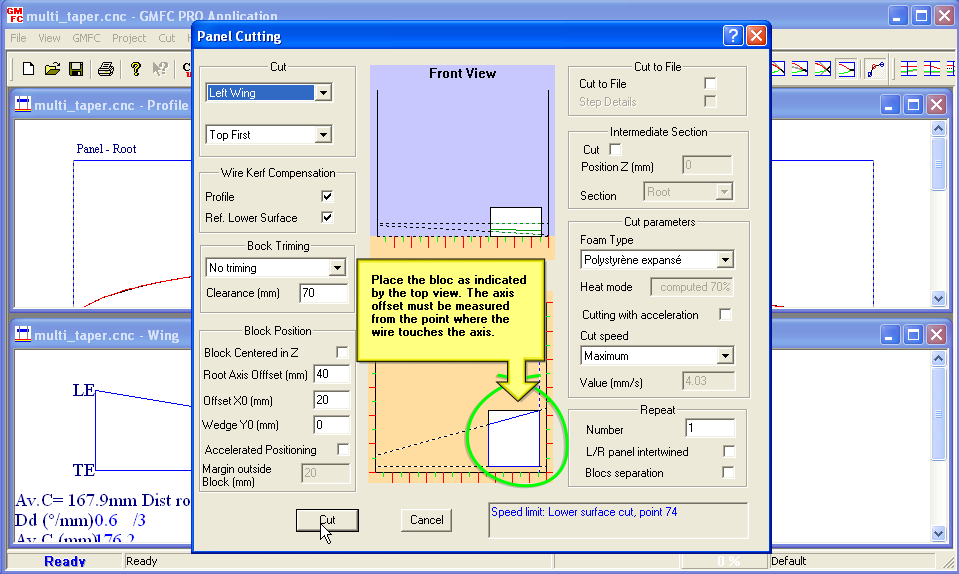
Personally, I don’t like the block to be centered in Z since it’s hard to obtain an accurate placement. So I always use solution 3 and position the block as close as possible to the root axis. For most of the wings, this is the configuration that gives the highest cutting speed, since it reduces the travel distance at the axis level.
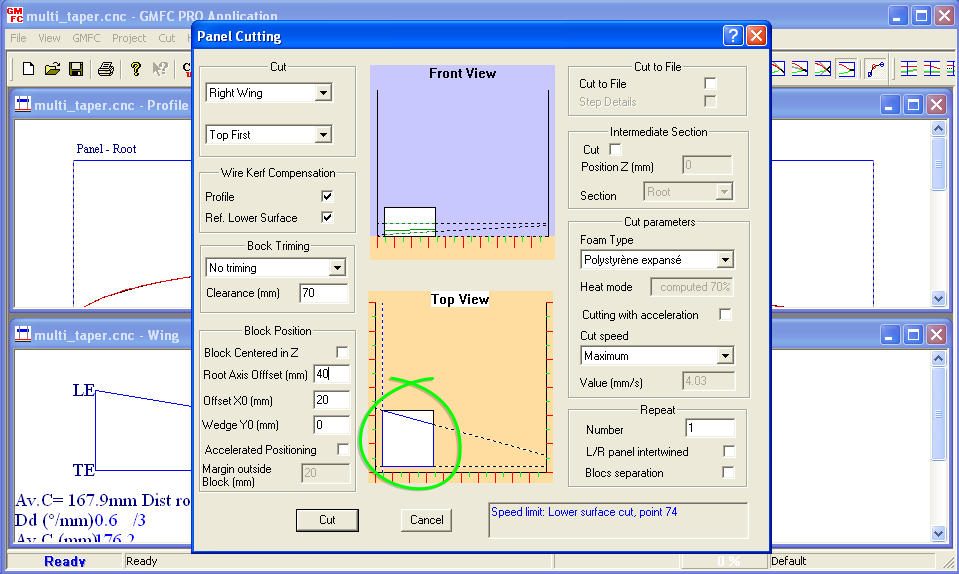
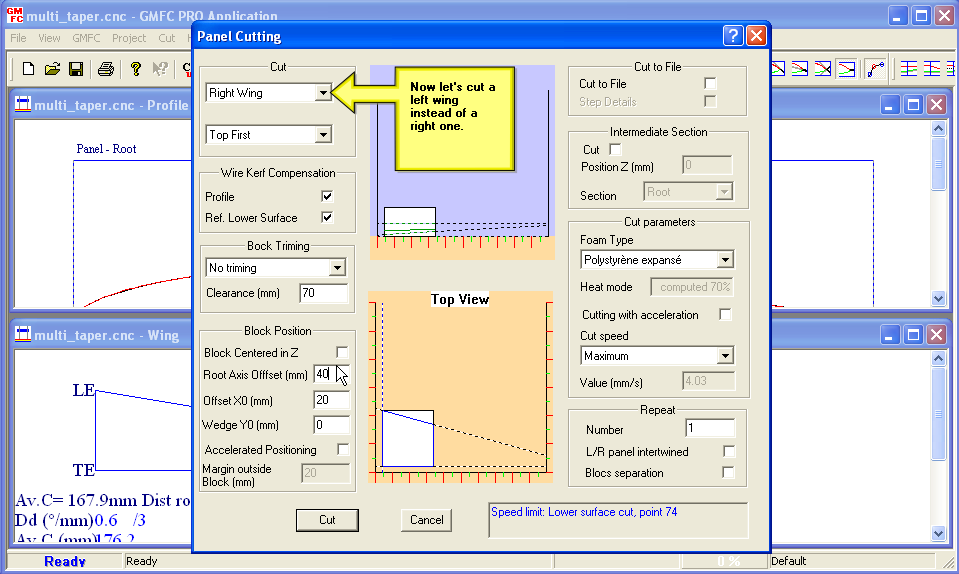
On my table, the usable margin to the axis is 40mm. By placing the block to that position, you can see in the information window a message in blue, which means that there is no more error and that the cut can be safely done. The message tells where the limiting point is (here lower surface point 74). Using the travel distances at axis level, and the maximum machine speed, GMFC computes the maximum cutting speed which here is 4.03mm/s.
Note that if you want to cut at a lower speed, you can the cut speed to user choice, and enter the desired speed.
What if we want to cut a left wing? just select Left Wing in the cut parameter.
Step 3. Cut the block
We are done now. Just click on the Cut button.
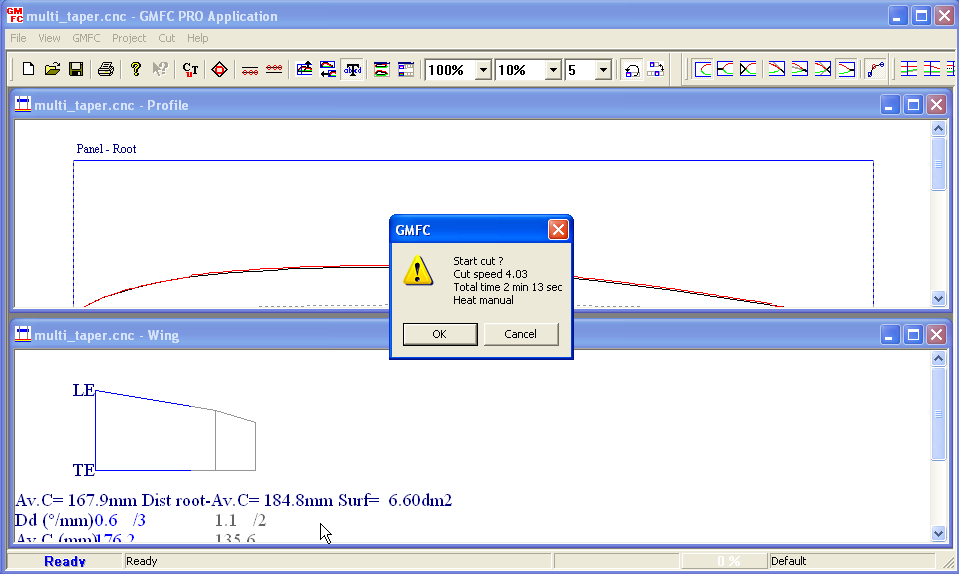
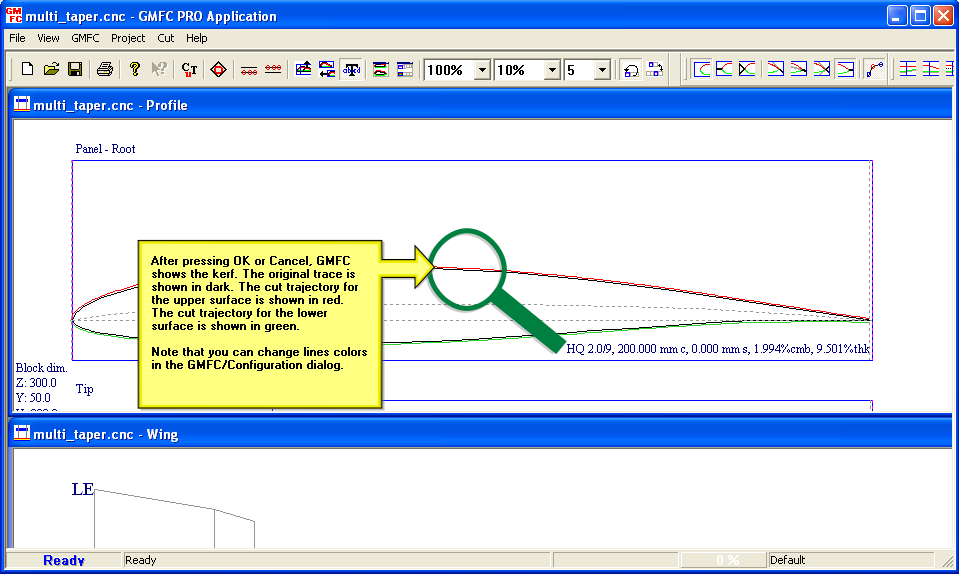
GMFC shows a window that resumes the cut parameters and the total cutting time. You can proceed by clicking on OK or abort by clicking on Cancel.
Final note: